

photo comparing conventional concrete broken and ECC concrete bending
ECC (Engineered Cementitious Composite) is a specialized form of concrete developed in the early 1990’s by Dr. Victor Li, a professor of Structural and Materials Engineering at the University of Michigan. Dr. Li wanted to produce a form of concrete that wasn’t brittle, and that retained its strength even after it cracked.
ECC has properties and characteristics not shared by other forms of fiber reinforced concrete (FRC). These include:
- Tensile properties greater than conventional FRC
- Easy mixing and casting
- Low fiber volume (compared to GFRC)
- No weak planes in the cast concrete
Not Your Average Concrete
ECC is a mix that provides flexibility and high bending (flexural) strength.
ECC is not just ordinary concrete with fibers in it. It is a carefully tailored marriage of:
- cementitious binder
- very fine aggregates
- PVA fibers
The types and amount of fiber play an important role, but so too does the formulation of the concrete itself.
ECC depends upon the micromechanical interaction between a strong, fine-grained homogeneous matrix, and well-dispersed structural microfibers. This engineered composite is carefully tailored to create a form of concrete that can bend and crack without losing strength. And because of the highly dispersed microfibers, cracks tend to be small, and sometimes even invisible.
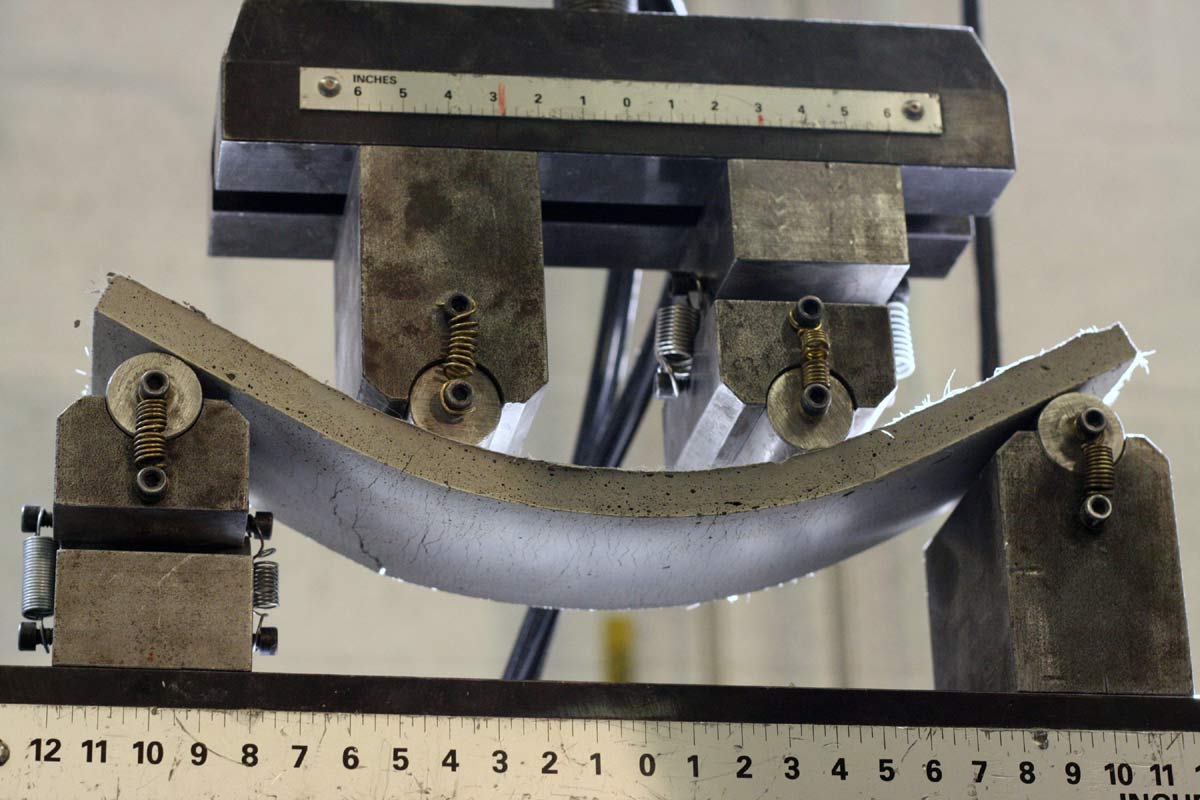
ECC bendable concrete in flexural test machine
The basic ingredients, composition, and proportions of ECC are similar to, but not the same as, the base mix used for GFRC. ECC mixes have less sand than GFRC, and the sand gradation itself is more important in ECC. The greatest difference between the two is in the fibers.
ECC is a mix that provides flexibility and high bending (flexural) strength, similar to what GFRC provides. While GFRC uses high volumes of large AR glass fibers, ECC uses comparatively low volumes of small synthetic PVA (polyvinyl alcohol) fibers.
Like AR glass fibers, PVA fibers have excellent structural properties that are ideal for ECC and set them apart from the ordinary fibers used in flatwork.
Ordinary fibers like nylon, polypropylene, and cellulose are either too stretchy, weak, or both, and these ordinary fibers function as stabilizing agents and are there only to help control plastic shrinkage. None of these add any strength after the concrete hardens.
In contrast, PVA fibers have some structural strength and can also be used for shrinkage control. They improve the mechanical properties of cured concrete, boosting its strength.
Comparing ECC with GFRC
Casting is faster and more efficient.
GFRC uses bundled alkali-resistant (AR) glass fibers in high doses (typically 3% for premix GFRC, and 5% and higher for spray-up applications). AR glass fibers are typically 19mm long, and the large, 200 filament bundles can be very visible if the fibers become exposed. This aesthetic drawback is why GFRC usually has a face coat, which is a decorative veneer layer that often is fiber-free.
GFRC is a material originally designed and optimized for the efficient casting of single-sided pieces, where one face of the casting is decorative, and the opposite side remains unseen.
While wet casting GFRC with only a flowable backer is possible (it’s called direct casting, and foregoes a face coat), the large AR glass fibers just below the surface are sometimes noticeable, and, the presence of the highly visible fibers in the concrete preclude grinding and polishing. Thus, direct casting is limited to pieces where an as-cast surface is desired, and the visible presence of large fibers is acceptable.

PVA Fiber for Concrete Countertops
What makes ECC different from GFRC is that the PVA fibers are mixed into the whole mass of the concrete, instead of just in the backer layer. PVA fibers are nearly invisible when properly dispersed during mixing, unlike GFRC fibers which need to stay in large, very visible bundles.
Since PVA fibers are transparent, short (only 6-8mm long), and their diameter is a fraction of the diameter of a human hair, they disappear in the mix. This greatly simplifies mixing and casting, as there is no need for a separate face coat.
ECC can be made stiff and hand-packable, or, it can be made fluid and vibrated. Casting is faster and more efficient, as molds can be filled in one continuous pour, rather than in individual layers. This versatility makes ECC a smart choice for both precast and cast-in-place applications.
However, the complexity of ECC makes it impractical to prescribe a from-scratch mix formula. (In contrast, GFRC is a very simple mix easily made from scratch.) For this reason, The Concrete Countertop Institute does not have a from-scratch mix calculator for ECC and recommends that you buy a preblended ECC mix such as the Buddy Rhodes ECC Blended Mix product.