
NOTE: This article has been modified from its originally published version. The manufacturer of one of the products reviewed made threats of legal action both to CCI and to the other manufacturer named in this report. We stand behind our test results, and we strongly believe that comparative studies such as this are a helpful and essential service to the whole concrete countertop industry and can only further everyone’s success. However, we would prefer to spend our time conducting more studies, not fighting a legal battle. Furthermore, note that none of the manufacturers knew that this study was being conducted, and that CCI spent several months in 2014 and thousands of dollars doing it. We deeply apologize to those who are being denied access to the relevant, useful and truthful information that we worked so hard on.
This study was conducted in 2014 and provided CCI with the data and the confidence to use and recommend dry polymers for GFRC. We have since developed our own dry polymer that is included in our Integrity PowerPack product.
Introduction to GFRC and Polymer
GFRC is a highly specialized form of concrete designed and optimized for making large, thin panels and lightweight 3D objects. The key property of GFRC that makes this possible is its high flexural (bending) strength. Unlike conventionally-reinforced concrete where compressive strength is important, it is the bending strength of GFRC that is all-important. Not only is ultra-high compressive strength irrelevant, ultra-high compressive strength concrete is well known for being brittle, a characteristic opposite to what makes high-quality GFRC.
Typically GFRC needs to remain internally moist for at least 7 days in order to achieve adequate strengths. Premature drying will slow or halt curing, leaving the concrete soft, porous and weak. Adequate curing can be achieved via traditional wet curing, where the concrete is kept in a 100% humid environment for 7 continuous days. This is impractical for most applications, so instead a polymer curing admixture is used.
The polymer curing admixture’s primary and all-important purpose is to maintain the concrete’s internal moisture levels so that the GFRC’s cement paste continues to hydrate (cure) even when the piece sits in the open air. The polymer does this by essentially forming an internal curing membrane, slowing moisture loss.
As with all concrete, curing is vital to achieving the desired physical properties. Flexural (and compressive) strength, stiffness, porosity and mechanical toughness are all dependent upon the cement paste remaining moist so it can continue to hydrate. We call this curing, and the longer concrete cures the better it gets.
PCI Standards for Polymers
In the United States, the Precast/Prestressed Concrete Institute (PCI) has guidelines and specifications for polymer curing admixtures. The PCI’s Manual for Quality Control for Plants and Production of Glass Fiber Reinforced Concrete Products, 2nd Edition MNL 130-09, Appendix G: “Specification for Polymer Curing Admixture”, has property and performance requirements for polymer curing admixtures.
These requirements are to ensure GFRC product quality, and to ensure that the curing compounds are tested by an independent laboratory to demonstrate that:
- The recommended quantity of polymer curing admixture in GFRC mix with no moist curing equals flexural properties of GFRC cured 7 days moist when both are tested at 28 days.
- The long-term durability of the dry-cured polymer admixture modified composite, verified by aging tests, is equal or greater than the durability of GFRC cured 7 days moist.
- The unit weight (density) of a mix design incorporating polymer curing admixture is greater than 120 pcf (1930 kg/m3).
- The polymer exhibits durability, ultraviolet stability, and oxidation resistance and stability in a high-alkaline environment.
Essentially, these requirements ensure that the polymer is subjected to independent testing that proves that it is an acceptable substitute for 7 day wet curing.
Some key property requirements mandated by the PCI specification are:
- Aqueous thermoplastic co-polymer dispersion (water-based liquid polymer)
- Acrylic-based
- 45% to 55% solids by weight
The PCI performance and property requirements are very similar or the same as those outlined in the International Glassfibre Reinforced Concrete Association (GRCA) Specification, 4th Edition, Table 2.
The effectiveness of the polymer curing admixture (hereafter referred to simply as “polymer”) at retaining the concrete’s internal moisture level is very important in the early life of GFRC. Unless the GFRC remains moist enough, the concrete will be weak, it will show crazing and cracking and it will be more porous.
Additionally, commercial GFRC polymers have been shown to prevent detrimental aging effects in outdoor GFRC. Without polymer, GFRC tends to become more brittle and weaker over time, and extensive testing (accelerated and real-time aging over many years) has shown the benefits of polymer in GFRC. Some of the main uses for GFRC in the commercial world are for large exterior building panels, where long-term strength and durability are vital to ensure product longevity and the public’s safety.
The two GFRC polymers widely used in the North American commercial GFRC industry are Forton VF-774 and Polyplex. These two polymers comply with the PCI standard.
Trends in Polymers for Concrete Countertops
Over the past several years, the use of GFRC in small scale architectural concrete (such as concrete countertops, furniture, etc.) has grown in popularity, primarily because of its versatility, strength, durability and relative ease of manufacture. The simplicity of forming, the ability to create complex three-dimensional pieces with relative ease, and the significant reduction in overall weight have made GFRC the material of choice for many artisans.
One of the keys to being successful using GFRC is using the right ingredients and understanding their purpose and function. The polymer plays an essential role to achieving the strength and durability expected from GFRC. Using the wrong polymer, or using a polymer incorrectly, can result in inferior concrete that is weak or exhibits cracking or curling.
In addition to a carefully tailored chemistry designed to aid curing and preserve long-term flexural strength, GFRC polymers also contain defoamers and shrinkage reducing additive. These additives improve the strength of the material by reducing trapped air and by eliminating micro cracks formed by drying. These, and the specialized chemistry of the polymer itself, are what sets GFRC polymers apart from the myriad “polymers” used in the concrete industry.
Two common uses for other kinds of “polymers” are surface bonding agents and polymers used in overlays and micro-toppings. The specific formations of those polymers favor surface adhesion over other characteristics, and it’s these formulation differences that make these unsuitable for GFRC. Just because it’s a milky white liquid (or a white powder) doesn’t mean it’s good to use in GFRC.
Recently dry powdered polymers (versus liquid polymers) have become favored in our industry, claiming the following benefits:
- ease of use
- equal effectiveness
- cost-saving from not having to ship heavy water-based liquids
Equal effectiveness and cost savings are addressed later in this article. To address ease of use, consider the following.
Dosing a liquid polymer requires knowledge of the polymer solids content of the bulk liquid polymer as well as skill at calculating how much of the polymer’s water counts as batch water. For instance, Forton VF-774 is a liquid polymer curing admixture and contains 51% solids, and thus is 49% water.
Dry polymers are 100% solids, so batch water calculations are simpler.
To eliminate all math and make using liquid polymer easier, CCI’s GFRC mix calculator automatically adjusts batch water amounts for any polymer, eliminating any perceived complication from dosing liquids. Simply enter the percent solids (100% for dry polymers).
Liquid versus Dry Polymer Tests
In 2014, CCI performed extensive, detailed testing of PCI requirement #1: The recommended quantity of polymer curing admixture in GFRC mix with no moist curing equals flexural properties of GFRC cured 7 days moist when both are tested at 28 days.
We also verified requirement #3. We did not test requirements #2 or #4, and to our knowledge no independent laboratory has performed testing of those requirements.
CCI tested three polymer systems: one liquid and two dry.
- Liquid polymer: Forton VF-774
- Dry polymer #1: CENSORED’s GFRC Admix
- Dry polymer #2: Buddy Rhode’s Concrete Products’ (BRCP) GFRC Admixture (and the BRCP GFRC Blended Mix)
Other products, particularly blended mixes containing dry polymers, have become available since. The purpose of the tests was not to recommend a particular brand, but rather to determine whether dry polymers perform as well as liquid polymers.
Forton VF-774
Forton VF-774 is a liquid polymer curing admixture. It is an industry standard with a decades-long history of use in the commercial GFRC industry, and it is fully compliant with PCI MNL 130-09, Appendix G requirements. Forton has a 51% solids content and was used at a 5% and 6% polymer solids dosage rate.
Test samples made using Forton also used two different pozzolans which were used as partial cement replacements: Some of the samples used VCAS at a 20% replacement dose, and others used white silica fume at 10% replacement dose.
Dry Polymers
The two dry polymer systems differ in how they are formulated. Both have a dry polymer curing admixture blended with other additives, such as a defoamer, shrinkage reducing admixture and wetting agents, plus other specialized additives unique to each company.
CENSORED’s admixture does not include a pozzolan as part of its formulation, so CENSORED’s GFRC mix design calls for a separate pozzolan. In addition to white silica fume, VCAS was also tested with the CENSORED admixture.
In contrast, the BRCP GFRC Admixture included a pozzolan pre-blended into the admixture. The CENSORED Admix was dosed at 3% by weight of dry cementitious material, while the BRCP GFRC Admixture was dosed at 14.63%. Note that the BRCP dose was much higher because it includes more ingredients, including white silica fume pozzolan.
All mix formulations used Federal White Type 1 white Portland cement, #30 silica blasting sand, and 19mm AR glass GFRC fibers, and all GFRC mix formulas complied with the manufacturers’ recommended proportions and dosing.
The basic mix designs for the three different polymer systems were:
Forton/VCAS
- 1 part sand, 1 part cementitious (Portland cement + VCAS pozzolan)
- 20% VCAS dosed as a partial cement replacement
- 5% (and 6%) Forton VF-774
- W/C (water to cementitious) 0.32
- 3% 19mm AR glass fiber dose
Forton/white silica fume
- 1 part sand, 1 part cementitious (Portland cement + white silica fume pozzolan)
- 10% white silica fume dosed as a partial cement replacement
- 5% (and 6%) Forton VF-774
- W/C (water to cementitious) 0.30
- 3% 19mm AR glass fiber dose
Buddy Rhodes Concrete Products GFRC Admixture 0.84:1
- 0.886 parts sand, 1 part Portland Cement (resulting in a 0.84 to 1 ratio of sand to all cementitious content due to the cementitious content of the GFRC admixture)
- 14.63% BRCP GFRC Admixture
- W/C (water to cementitious) 0.32
- 3% 19mm AR glass fiber dose
Buddy Rhodes Concrete Products GFRC Admixture 1:1
- 1 parts sand, 1 part Portland Cement
- 14.63% BRCP GFRC Admixture
- W/C (water to cementitious) 0.32
- 3% 19mm AR glass fiber dose
CENSORED/white silica fume
- 1 part sand, 1 part cementitious (Portland cement + white silica fume pozzolan)
- 10% white silica fume dosed as a partial cement replacement
- 3% CENSORED GFRC Admix
- W/C (water to cementitious) 0.30
- 3% 19mm AR glass fiber dose
CENSORED/VCAS
- 1 part sand, 1 part cementitious (Portland cement + VCAS pozzolan)
- 20% VCAS dosed as a partial cement replacement
- 3% CENSORED GFRC Admix
- W/C (water to cementitious) 0.32
- 3% 19mm AR glass fiber dose
Sample Preparation
All samples (except for SCC test series) were cast in two layers, with each layer being thoroughly compacted with a bubble buster roller.
SCC samples were made fluid, poured into the molds in one layer and gently shaken to level the mix. Care was taken to minimize disturbance or manipulation of the mix.
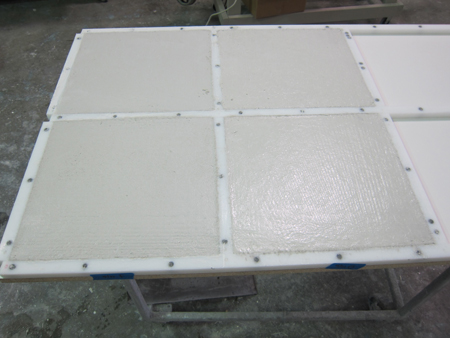
Four white GFRC concrete samples in square plastic mold
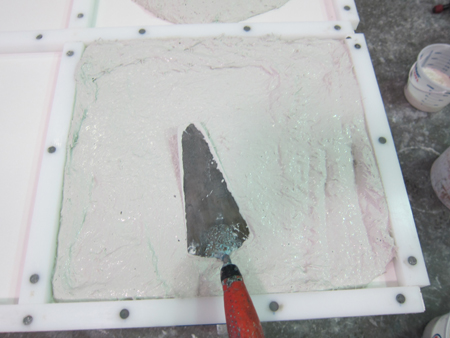
White GFRC concrete sample in square plastic mold
Two test panels were cast for each candidate mix design (called a test series). The samples were cast, cured under plastic overnight and then demolded the next day. Demolded samples were then allowed to air cure on racks that permitted free air-circulation around all sides of each sample. Prior to 28 day testing, the samples were flattened by grinding, cut into standard size coupons and soaked in water for 24 hours, in compliance with ASTM C-947 testing practices.

Cutting white concrete countertop sample with tile saw
Flexural Testing
To investigate the strength and effectiveness of two dry and one liquid GFRC polymer systems, The Concrete Countertop Institute conducted an extensive array of flexural tests to determine whether the two dry polymers functioned as polymer curing admixtures. Additionally flexural tests on GFRC containing Forton VF-774 were tested as a control.
CCI performed over 200 flexural tests following the guidelines of ASTM C-947, Standard Test Method for Flexural Properties of Thin-Section Glass-Fiber-Reinforced Concrete, using our own flexural testing machine.
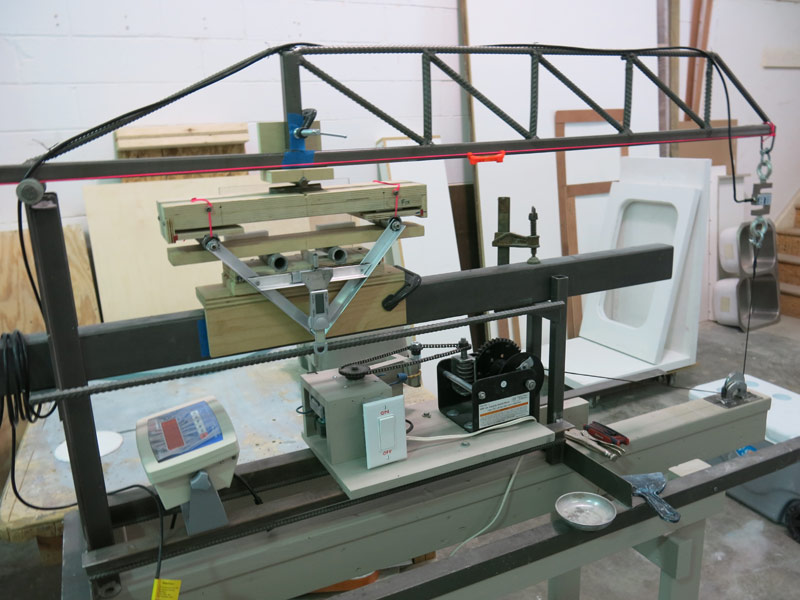
Flexural testing machine for concrete
To validate the testing performed at CCI, select identical samples were sent to an independent test lab in Oakland, CA. These select samples were cast from the same batch of concrete on the same day by the same person and the flexural tests were performed on the same day. The flexural test results from the 18 samples tested in NC and CA were statistically identical, verifying that the test results from the in-house testing at CCI were real and accurate.
Four-point bending tests measuring peak load at break were performed, yielding Modulus of Rupture (MOR) data, which is the peak flexural strength of the material measured at sample failure.

GFRC sample in 4-point bending. Note: applied load is 4 times greater than the digital readout.
The average MOR data for the three polymer curing admixture systems are shown below, along with data for similar GFRC made without any curing admixture and moist cured for 7 continuous days prior to air curing. All data shown are 28 day values.
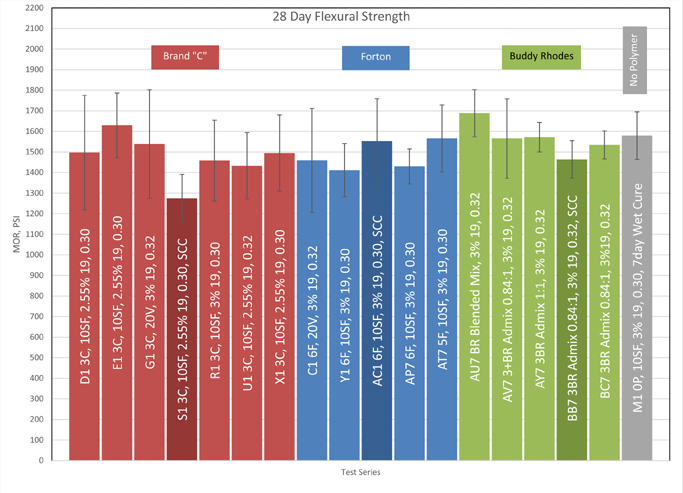
Graph of 28 day flexural strength tests of liquid Forton GFRC polymer versus Buddy Rhodes dry GFRC polymer
Each colored bar in the chart above represents the average MOR for a particular test series, and each test series consisted of up to 12 individual flexural test samples cast from the same batch of concrete. The chart summarizes the results from over 200 individual flexural tests.
Variations in MOR for each test series are shown by the error bars which show one standard deviation of variation. Larger error bars represent greater MOR variation within a test series.
It was not uncommon to see MOR values that were a few hundred PSI different for adjacent samples cut from the same GFRC test panel. After careful analysis, we determined that the magnitude and variation of strength was mainly due to the presence and distribution of entrapped air bubbles within the GFRC matrix, and partially to the non-uniform orientation and distribution of the glass fibers within the samples. More entrapped air resulted in lower strength. This adds credence to the notion that denser GFRC is better GFRC. This is in alignment with PCI requirement #3 about unit weight (i.e. density) being greater than 120 pounds per cubic foot.

Bugholes/pinholes due to entrapped air in GFRC concrete

Variations in the amount of entrapped air in adjacent samples cut from the same test panel.

Each test series is labeled with a shorthand code that reveals details of the particular mix design tested. For example, the first red error bar is labeled “D1 3T, 10SF, 2.55% 19, 0.30”.
- The “D1” stands for test D, the fourth test series, and the 1 refers to the first of the two test panels cast. (A 7 instead of a 1 refers to the second panel, since each panel had 6 flexural test coupons cut from it).
- The polymer curing admixture and its dose are next.
- In this example “3C” refers to a 3% dose of CENSORED’s GFRC Admix.
- Forton is labeled “F”, and a 5 or 6 refers to a 5% or a 6% dose.
- BR stands for the Buddy Rhodes Concrete Products GFRC Admixture; 3BR is a 3% dose, and 3+ refers to a dose slightly higher than 3%.
- One of the tests used the BRCP Blended GFRC mix, which included sand and cement along with the admixture in a single bagged mix. That test is designated “BR Blended Mix”.
- The BRCP GFRC mix design calls for a sand to cementitious ratio of about 0.84:1, whereas all other non-BRCP mixes used a 1:1 ratio. For direct comparison one BRCP test series was tested at a 1:1 sand:cementitious ratio. This is where the designations “3BR Admix 0.84:1” and “3BR Admix 1:1” come from. A 3% dose of the Admix was used, with various sand to cementitious ratios.
- “0P” means no (0%) polymer curing admixture was used.
- Pozzolan and dose are next, so “10SF” means that white silica fume was used at a 10% replacement dosage. “20V” means a 20% VCAS dose.
- The fiber volume fraction and size are listed next, which were 19mm long AR glass fibers. Fiber volume fraction is defined as the weight of fibers divided by the total weight of concrete, including the weight of fibers plus all other mix ingredients, wet and dry. So “3% 19” means a 3% volume fraction of 19mm fibers was used.
- The final number is the water to cementitious ratio. So “0.30” means the mix had a 0.30 w/c ratio. Note that all w/c ratios were between 0.30 and 0.32, following good concreting practices and eliminating a poor w/c ratio such as 0.40 as a confounding factor.
- In addition, some of the tests have the “SCC” designation at the end, signifying that they were cast using a “self-consolidating concrete” method.
Conclusions from Flexural Testing
As seen in the chart above, all three polymer curing admixtures were able to achieve the average equivalent 28 day flexural strength of GFRC moist cured for 7 days. The average performance for each of the 3 polymers dry cured was roughly equivalent to the performance of no polymer wet cured for 7 days (shown by the gray bar).
Some mix parameters (SCC, or a different pozzolan for instance) yielded individual strengths lower or higher than the 7 day moist cure average strength, but each polymer curing admixture was capable of achieving that strength for some of the test series.
No particular polymer curing admixture was significantly superior or inferior in terms of the ability to achieve adequately high flexural strengths. All showed marked variation in strength despite being cast and compacted as identically as possible.
Advantages and Disadvantages of Wet versus Dry Polymers for GFRC
Advantages of Dry Polymer
- No issue with cold-weather shipping and storage.
Liquid polymer can freeze. It is possible to thaw out and may be usable after one freeze, but precautions should be taken, including no-freeze shipping which increases cost.
- Less room for error in mix calculations
Dry polymer is 100% solids. Liquid polymer is 45% – 55% solids, and it requires calculating part of its weight as mix water. Manual mix calculations are therefore more complex. However, note that the CCI GFRC Mix Calculator eliminates manual calculations.
- Less time spent weighing out ingredients.
Because the dry polymers tested include defoamer and shrinkage reducing admixture (SRA), there is the potential for spending less time weighing ingredients, if defoamer and SRA are used.
Indeed, defoamer is an important addition to GFRC, because as demonstrated by the photos above showing that variations in the amount of entrapped air in adjacent samples cut from the same test panel significantly influenced flexural strength. Less entrapped air resulted in greater strength.
Because the Buddy Rhodes GFRC Admix includes pozzolan, it eliminates weighing out one more ingredient.
Because labor costs for producing artistic GFRC concrete creations are vastly higher than material costs, the time savings from weighing out fewer ingredients is a significant factor in our decision of which dry polymer to recommend.
Disadvantages of Dry Polymer
- Does not meet the 4 PCI requirements for certification
The most important disadvantage is that no dry polymer has been thoroughly tested by an independent laboratory to meet all four of PCI’s requirements. The large-scale commercial GFRC industry that produces building panels and other products where public safety is a concern does not use dry polymers. Most commercial GFRC plants are certified by PCI, and often the specifications for the large projects they are bidding on require PCI certification.
However, we are confident based on our testing that dry polymer does provide similar performance to liquid polymer. There is no certification required for producing small-scale creative concrete such as countertops and furniture.
- Does not meet PCI property requirements of being aqueous and 45% to 55% solids
This is simply because the standards were written before dry polymers were available.
Conclusion
Our tests demonstrated that no particular polymer was significantly superior or inferior in terms of the ability to achieve adequately high flexural strengths. Given the costs associated with shipping liquids, we recommend using a dry polymer unless you have a convenient local source of a liquid polymer that eliminates the shipping issue.
Note: See also this further article with more detail about the testing procedure.